
+86-18628829666





Завод по обработке угловых алюминиевых профилей
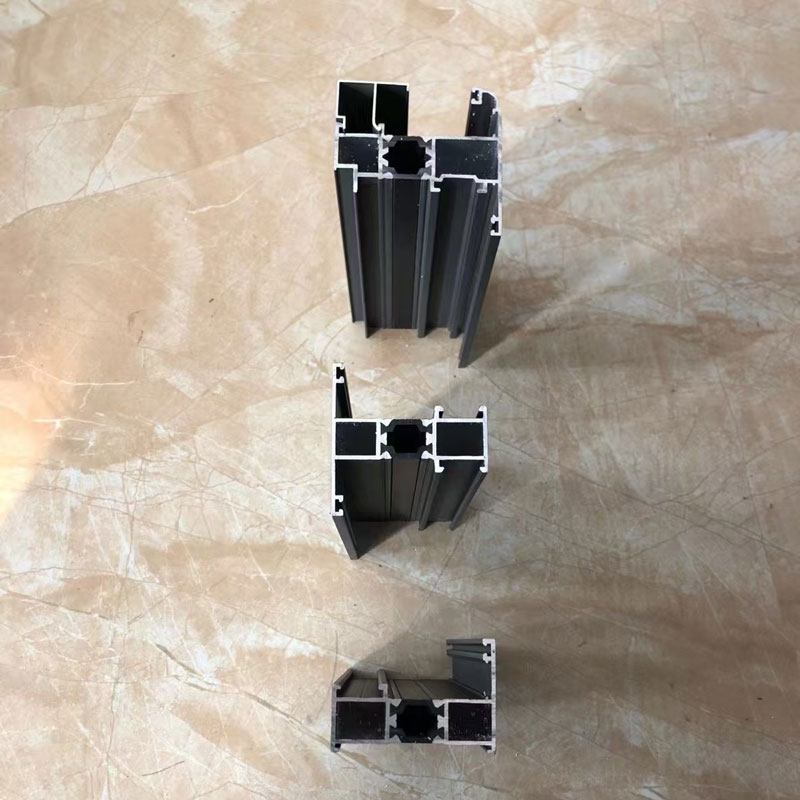
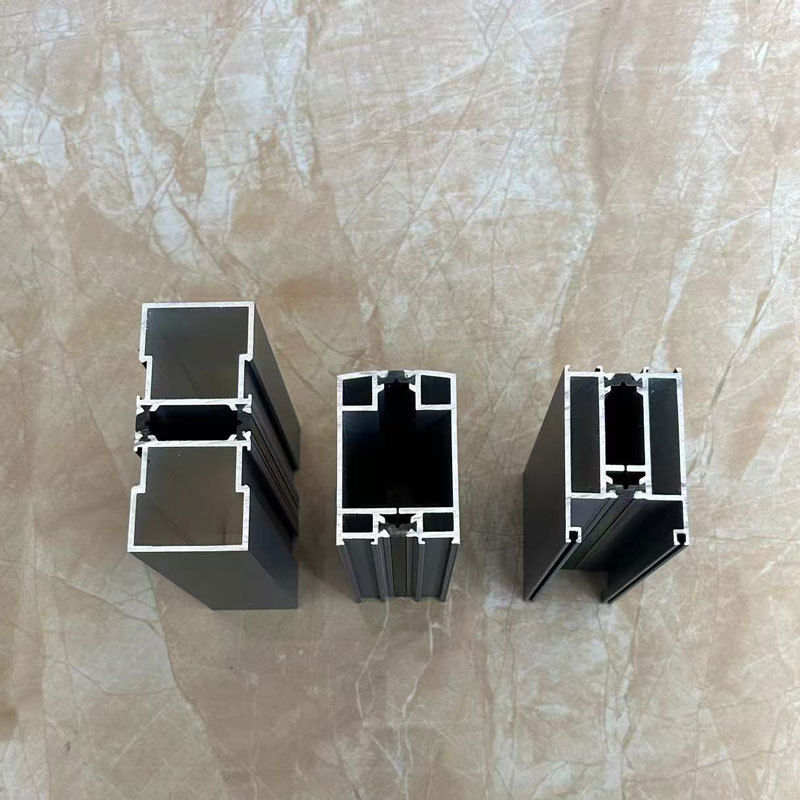
Когда слышишь 'угловые алюминиевые профили', многие сразу представляют простейшие рамы для зеркал или мебели. Но в реальности это целый пласт задач, где геометрия угла определяет надёжность всей конструкции. Наш опыт на производстве в ООО Сычуань Синьвань Алюминий показал, что даже штамповка под 90 градусов требует учёта десятков параметров — от направления прессования до термоусадки сплава.
Почему угловые профили — это не просто гнутый металл
Допустим, заказчик принёс чертёж профиля для фасадной системы с переменным углом от 45 до 120 градусов. Если просто гнать заготовку через ролики, в местах изгиба неизбежно возникнут микротрещины. Мы в своё время наступили на эти грабли с партией для аэропорта Чэнду — после анодирования проявились дефекты в зонах напряжений. Пришлось пересматривать всю технологическую цепочку.
Сейчас для таких случаев используем предварительный нагрев до 380°C с контролем скорости деформации. Важно не пережать — иначе текстура материала пойдёт волнами. Кстати, именно после этого случая начали сотрудничать с лабораторией металловедения из Цзиньшаньского промышленного парка, чьи рекомендации теперь всегда учитываем в спецификациях на сайте xwly.ru.
Особенно капризны комбинированные профили, где нужно совместить угол с пазом под стеклопакет. Тут классическая резка под 45 градусов не работает — только фрезеровка с ЧПУ, причём с поправкой на пружинение материала. Мы для таких задач держим отдельный станок с системой водяного охлаждения, хотя изначально считали это излишеством.
Оборудование, которое действительно работает, а не просто занимает место
За 12 лет перепробовали всё — от турецких линий до немецких комплексов. Вывод: для угловых профилей критична не марка станка, а система фиксации заготовки. Наши текущие прессы имеют вакуумные прижимы с регулируемым усилием, что для алюминия важнее, чем разрешение позиционирования в 1 микрон.
Особняком стоит история с ленточнопильными станками. Когда взяли японский аппарат с автоматической подачей, думали — вот он, идеал. Но для переменных углов его система оказалась слишком 'задумчивой'. Вернулись к проверенным китайским аналогам с ручной корректировкой, хотя это и увеличило долю ручного труда.
Сейчас активно экспериментируем с ротационной вытяжкой для создания бесшовных угловых элементов. Пока стабильный результат получается только на профилях сечением до 80 мм, но для солнечных панелей этого хватает. Кстати, именно для фотоэлектрических профилей мы разработали спецоснастку, которая теперь указана в каталоге на xwly.ru в разделе промышленных решений.
Типичные ошибки при проектировании угловых соединений
Самое больное место — неучёт температурного расширения. Был проект остекления торгового центра в Чунцине, где архитекторы заложили жёсткие угловые стыки. После первого же лета стеклопакеты начали выпадать из рам. Пришлось экстренно переделывать все узлы с компенсационными зазорами.
Другая частая проблема — экономия на крепеже. Для угловых алюминиевых профилей категорически не подходят стальные саморезы без кадмиевого покрытия. Гальваническая пара алюминий-железо за год превращает соединение в труху. Мы теперь всегда указываем это в монтажных картах, хотя клиенты часто пытаются 'оптимизировать' стоимость.
Отдельная головная боль — сварные угловые швы. Для декоративных профилей типа 'под бронзу' термическое воздействие всегда меняет цвет покрытия. Пришлось разработать методику импульсной сварки с локальным охлаждением, но и это не панацея — для ответственных объектов рекомендуем механические соединения.
Как мы вышли на рынок солнечной энергетики через угловые профили
В 2019 году к нам обратились производители фотоэлектрических систем с нестандартной задачей — нужны были угловые рамы для панелей на фасадах сложной геометрии. Стандартные алюминиевые профили не подходили из-за веса и жёсткости.
После трёх месяцев испытаний родилась конструкция с переменной толщиной стенки — от 1.5 мм во внутренних полостях до 2.5 мм на изгибах. Это дало выигрыш в весе 23% без потери прочности. Сейчас эти разработки стали основой для отдельной линейки продукции ООО Сычуань Синьвань Алюминий.
Интересно, что именно для солнечных профилей пригодился наш давний опыт с архитектурными системами. Знание ветровых нагрузок помогло рассчитать оптимальные углы усиления. Сейчас эти наработки используем и в обратном направлении — для фасадных элементов с интегрированными фотоэлементами.
Что нельзя увидеть в технической документации
Ни один каталог не покажет, как ведёт себя профиль при -40°C в Якутии или при 100% влажности в Хайнане. Мы собираем статистику с объектов уже 8 лет, и некоторые закономерности противоречат учебникам. Например, анодированные угловые профили в морском климате служат дольше порошковых покрытий — хотя по теории должно быть наоборот.
Ещё один нюанс — поведение разных сплавов при динамических нагрузках. Для мостовых ограждений мы используем АД31Т1, хотя по паспорту АД33 должна быть прочнее. Но именно у АД31 лучше усталостные характеристики при вибрациях, что подтвердили испытания на трассе Чэнмянь.
Самое ценное знание — как профиль поведёт себя после 10-15 лет эксплуатации. У нас есть объекты 2012 года постройки, где мы регулярно берём пробы материала. Недавно обнаружили интересный эффект: в угловых соединениях с течением времени происходит естественная рекристаллизация, повышающая прочность на 5-7%. Теперь учитываем это при расчётах запаса прочности.
Перспективы и тупиковые направления
Сейчас все увлеклись 3D-печатью алюминием, но для угловых профилей это пока дорогая игрушка. Пробовали печатать узлы сложной формы — прочность на излом в 3 раза ниже, чем у прессованных изделий. Хотя для прототипирования незаменимо.
А вот гибридные технологии — это будущее. Комбинируем прессованные заготовки с аддитивными элементами в зонах повышенных нагрузок. Для уникальных архитектурных проектов уже поставляем такие решения, хотя серийно пока не внедряем.
Самое перспективное направление — умные профили с датчиками деформации. Разрабатываем систему мониторинга для большепролётных конструкций. Если всё получится, следующий каталог на xwly.ru будет включать не просто размеры, а цифровые двойники профилей с прогнозируемым ресурсом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 50 Сломанный мост и Створчатое
50 Сломанный мост и Створчатое -
 80 Раздвижная
80 Раздвижная -
 110 Юйшу Сломанный мост
110 Юйшу Сломанный мост -
 60 Сломанный мост и Створчатое
60 Сломанный мост и Створчатое -
 108 Цзяньюэ Сломанный мост и Раздвижные
108 Цзяньюэ Сломанный мост и Раздвижные -
 120 Лингхан Панорамное раздвижное окно
120 Лингхан Панорамное раздвижное окно -
 120 Лингхан створчатое
120 Лингхан створчатое -
 Напольная пружинная дверь со сломанным мостом
Напольная пружинная дверь со сломанным мостом -
 Напольная пружинная дверь 2
Напольная пружинная дверь 2 -
 70 Сломанный мост и Створчатое
70 Сломанный мост и Створчатое -
 85 Сломанный мост и Раздвижные
85 Сломанный мост и Раздвижные -
 Промышленный материал-Нестандартные изделия
Промышленный материал-Нестандартные изделия
Связанный поиск
Связанный поиск- Китайский завод по производству алюминиевых раздвижных окон для балконов
- Китай алюминиевая труба 20 мм страна основного покупателя
- производитель дешевых автозапчастей
- Производитель дешевой установки алюминиевого профиля
- поставщик дешевого радиатора двигателя
- Цена на обработку раздвижных окон и дверей
- Поставщик строительных профилей в Китае
- Цена прямоугольной алюминиевой трубы в Китае
- OEM-поставщик раздвижных дверей-гармошек
- дешевая цена алюминиевого стержня