
+86-18628829666





Поставщик контрактной обработки вытянутых алюминиевых профилей
Когда слышишь 'поставщик контрактной обработки вытянутых алюминиевых профилей', многие представляют просто посредника с каталогом. На деле это сложный симбиоз технологических компетенций и логистической гибкости. В прошлом месяце пришлось отказаться от партии профилей для фасадной системы - китайский производитель заявил о соблюдении ГОСТ, но при тестовой сборке вылезли проблемы с геометрией пазов. Как раз тот случай, когда подрядчик не проверил техкарты пресс-форм.
Разбор термина: почему контрактная обработка ≠ аренда оборудования
Контрактная обработка - это не про 'дайте ваше сырьё, мы прокатаем'. Возьмём алюминиевые профили для фотоэлектрических систем. Клиент приходит с чертежом теплового расчёта, где критичны допуски по толщине стенки. Если на своём производстве мы видим, что пресс не держит стабильность ±0.1мм - предлагаем альтернативный сплав или изменяем конструкцию роликового стола. Было с автомобильным заводом: их технолог настаивал на европейском стандарте сплава, но при анализе нагрузок предложили адаптированный аналог - снизили стоимость на 18% без потери прочности.
Особенно показательны провалы. В 2022 взяли заказ на профили для остекления зимнего сада с анодированием 'под бронзу'. Не учли, что у клиента уже были закуплены крепления из нержавейки - возникла гальваническая пара. Пришлось компенсировать убытки и переделывать всю партию с переходом на порошковое покрытие. Теперь всегда запрашиваем совместимость с сопрягаемыми элементами.
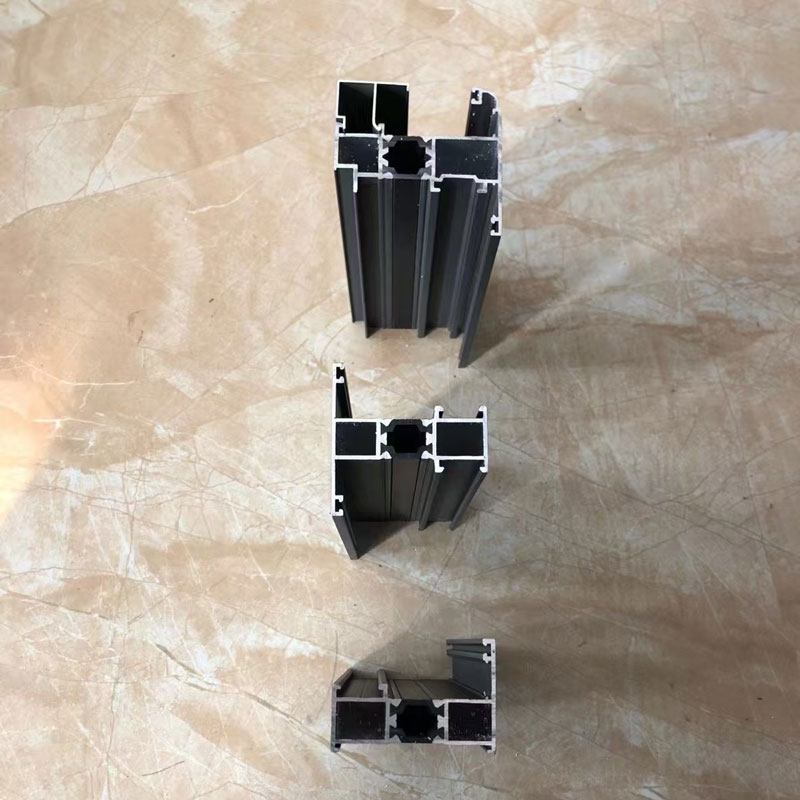
Кстати про вытянутые алюминиевые профили - тут есть нюанс терминологии. В России часто называют 'профили' всё подряд, но технически корректнее разделять: прессованные профили (базовый продукт), вытянутые (калиброванные после прессования) и готовые изделия с механической обработкой. Когда к нам обращается ООО Сычуань Синьвань Алюминий, они как раз делают акцент на калибровке - их линия правки позволяет работать с шестиметровыми заготовками без эффекта 'пропеллера'.
Технологические ловушки: что не пишут в рекламных буклетах
Самое больное место - термообработка. Для архитектурных профилей часто требуют закалку T5 или T6. Но если пресс форм работает на изношенном оборудовании, может возникнуть эффект 'пятнистой твёрдости'. Проверяли как-то партию от субподрядчика - вроде бы сертификаты есть, а при замере твердомером разброс 15 единиц. Причина - неравномерный обдув на выходе из печи.
Ещё один скрытый параметр - чистота реза. При автоматической резке профилей для солнечных электростанций часто экономят на смазочно-охлаждающей жидкости. Результат - заусенцы до 0.3мм, которые потом рвут уплотнители. Мы после одного такого случая внедрили обязательный контроль с помощью лазерного сканирования кромки.
Особенно критично для промышленных профилей, где важна соосность. Помню, для конвейерной системы делали направляющие с допуском 0.05мм/м. Пришлось перенастраивать весь технологический цикл - от скорости прессования до температуры закалки. Зато теперь этот опыт используем для заказов от машиностроительных предприятий.
Логистика как часть технологического процесса
Многие недооценивают, что транспортировка - продолжение производства. Шестиметровые профили при неправильной укладке в фуру получают остаточные напряжения. Разработали систему крепления с нейлоновыми стяжками и деревянными прокладками через каждые 1.5 метра - снизили процент брака при доставке с 3% до 0.2%.
Особенно сложно с гнутыми профилями для арочных конструкций. Сначала пробовали экономить на упаковке - использовали стандартные паллеты. В итоге пришлось разрабатывать специальные транспортные кондукторы, которые повторяют геометрию изделия. Дороже, но сохраняем геометрию.
Интересный кейс был с ООО Сычуань Синьвань Алюминий - они поставляли профили для фасада торгового центра в Новосибирске. Из-за спешки погрузили в контейнер без учёта климатических перепадов. При разгрузке обнаружили конденсат в защитной плёнке. Теперь всегда используем силикагелевые поглотители влаги для международных поставок.
Экономика качества: когда дешевле заплатить больше
Часто клиенты требуют снизить цену, экономя на термообработке. Но для алюминиевых профилей несущих конструкций это смертельно. Был случай с балками для стеклянного козырька - заказчик настоял на более дешёвом сплаве без закалки. Через полгода появились трещины в зонах крепления. Переделывали за наш счёт - урок стоимостью в два годовых бюджета отдела контроля качества.
Сейчас всегда показываем клиентам сравнительные тесты. Например, профиль с анодированием 15 микрон против порошкового покрытия. Первый вариант дороже на 20%, но для морского климата срок службы 25 лет против 7. Особенно важно для архитектурных проектов, где ремонт фасада обходится дороже первоначальной конструкции.
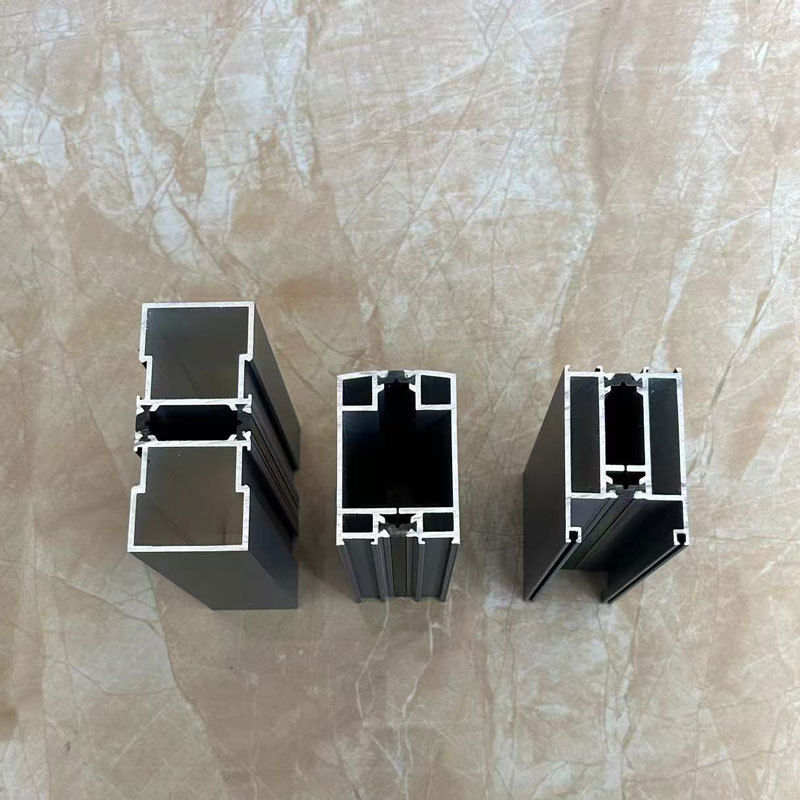
Кстати, экономия на механической обработке тоже иллюзорна. Для соединения профилей часто нужны фрезерованные пазы. Если делать их на изношенном инструменте - получаем люфт в стыках до 1.5мм. Потом монтажники пытаются компенсировать это герметиком, а через год - трещины и деформации.
Перспективы ниши: куда движется рынок
Сейчас вижу тренд на комплексные решения. Клиенты хотят не просто вытянутые алюминиевые профили, а готовые узлы с креплениями и уплотнителями. Например, для оконных систем стали поставлять собранные рамы с установленной фурнитурой - монтажникам остаётся только вставить стеклопакет.
Другое направление - гибридные материалы. Экспериментируем с алюминиево-композитными профилями для особых нагрузок. Пока дорого, но для мостостроения уже есть пилотные проекты.
Интересно наблюдать за развитием производителей вроде ООО Сычуань Синьвань Алюминий - они активно внедряют немецкое оборудование для обработки торцов. Это как раз тот случай, когда инвестиции в технологию позволяют выиграть в качестве конечного продукта. Их сайт https://www.xwly.ru сейчас демонстрирует как раз такой подход - акцент на точности обработки, а не только на объёмах производства.
Выводы для практиков
Главное - не вестись на низкую цену. Настоящий поставщик контрактной обработки всегда сможет объяснить, из чего складывается стоимость каждого этапа. Если предлагают 'такое же качество за 30% дешевле' - скорее всего, экономят на контроле или материалах.
Всегда запрашивайте тестовые образцы. Мы например, бесплатно делаем метр профиля для независимых испытаний. Особенно важно для ответственных конструкций - лучше потратить две недели на проверку, чем потом разбираться с последствиями.
И помните - даже идеальный профиль можно испортить неправильным монтажом. Поэтому сейчас развиваем направление технадзора за установкой. Как показала практика, это окупается снижением рекламаций на 40%.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Напольная пружинная дверь
Напольная пружинная дверь -
 60 Сломанный мост и Створчатое
60 Сломанный мост и Створчатое -
 108 Цзяньюэ Сломанный мост и Раздвижные
108 Цзяньюэ Сломанный мост и Раздвижные -
 120 Лингхан Панорамное раздвижное окно
120 Лингхан Панорамное раздвижное окно -
 Солнечная энергия-Нестандартные изделия
Солнечная энергия-Нестандартные изделия -
 70 Сломанный мост и Створчатое
70 Сломанный мост и Створчатое -
 Напольная пружинная дверь со сломанным мостом
Напольная пружинная дверь со сломанным мостом -
 Напольная пружинная дверь 2
Напольная пружинная дверь 2 -
 80 Раздвижная
80 Раздвижная -
 85 Открытый тип Сломанный мост и Раздвижные
85 Открытый тип Сломанный мост и Раздвижные -
 85 Сломанный мост и Раздвижные
85 Сломанный мост и Раздвижные -
 110 Лингхан створчатое
110 Лингхан створчатое
Связанный поиск
Связанный поиск- Цена натянутых алюминиевых профилей в Китае
- Страна-основной покупатель дешевых алюминиевых оконных профилей
- Дешевая цена алюминиевой трубки Leroy Merlin
- Цена алюминиевого профиля СПБ в Китае
- Китайский производитель раздвижных дверей для сарая
- завод дешевых раздвижных окон и дверей
- раздвижные двери для шкафа купе
- Фабрика дешевых матовых алюминиевых профилей
- Цена на обработку конструкционных алюминиевых профилей
- Крупнейший покупатель ножных педалей в Китае