
+86-18628829666





Поставщик OEM-обработки мостов с плоским разрывом
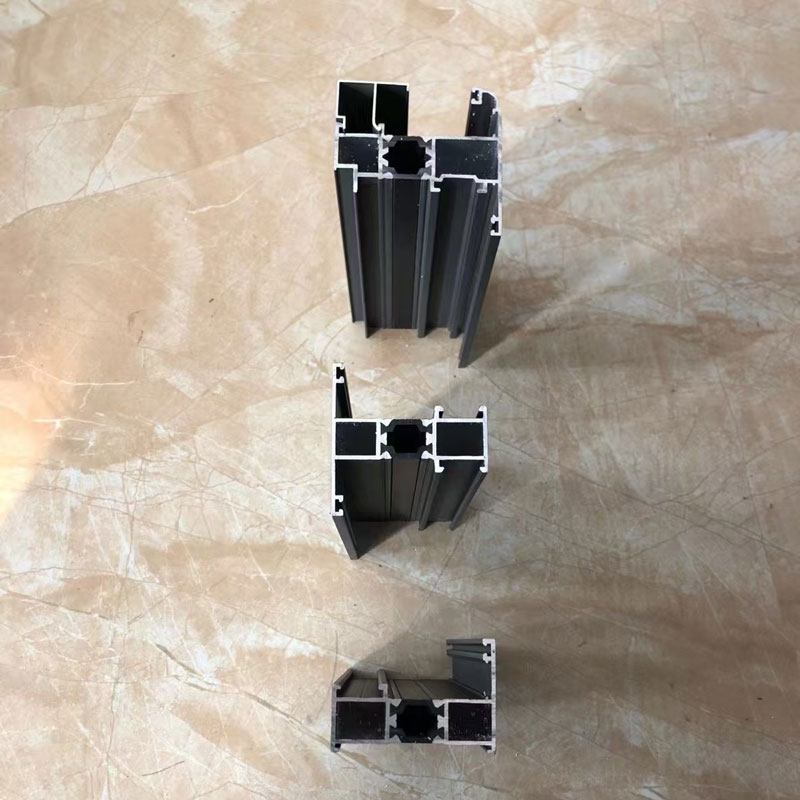
Когда речь заходит о OEM-обработке мостов с плоским разрывом, многие сразу думают о стандартных токарных работах, но здесь есть нюанс: геометрия плоского разрыва требует особого подхода к креплению заготовки. В прошлом году мы столкнулись с ситуацией, когда припуск на обработку искажался именно из-за неправильного позиционирования.
Ключевые ошибки при проектировании
Чаще всего проблемы возникают на этапе техзадания. Например, заказчики указывают допуски по ГОСТ 30893.1 без учёта реальных возможностей фрезерной обработки. Как-то раз пришлось переделывать партию мостов из-за того, что технолог не учёл тепловую деформацию алюминиевого профиля при чистовой обработке.
Особенно критичен выбор материала основы. Для мостов с плоским разрывом мы обычно рекомендуем алюминиевые сплавы серии 6ххх, но некоторые поставщики пытаются экономить на термообработке. Помню случай с компанией ООО Сычуань Синьвань Алюминий – они как раз специализируются на промышленных алюминиевых профилях, и там сразу видно отличие в качестве закалки.
Важно не путать плоский разрыв с фасонным – это разные типы соединений, и оснастка требуется принципиально разная. Однажды пришлось экстренно заказывать специальные прижимные пластины, потому что стандартные цанги не обеспечивали равномерного прилегания.
Технологические тонкости обработки
При фрезеровании зоны разрыва важно контролировать не только шероховатость, но и остаточные напряжения. Мы используем трёхэтапный цикл: черновое фрезерование, стабилизирующий отжиг и чистовое шлифование. Да, это удорожает процесс, но исключает последующую деформацию.
Особенность алюминиевых профилей от ООО Сычуань Синьвань Алюминий – стабильность геометрии экструзии. Это важно для OEM-обработки, так как позволяет сократить припуски с стандартных 3 мм до 1,5 мм. Кстати, их производство в промышленном парке Цзиньшань действительно оптимизировано под серийные заказы.
Часто упускают из виду подготовку кромок перед сборкой. Для плоских разрывов обязательно нужно снимать фаску под углом 45°, иначе при термоциклировании появляются микротрещины. Проверено на трёх разных партиях в прошлом квартале.
Контроль качества на практике
Мы отказались от ручного контроля плоскостности – только сканирование координатным станком после каждой технологической операции. Особенно критичны торцевые поверхности, где допустимое отклонение не должно превышать 0,02 мм на 100 мм длины.
Интересный момент: многие поставщики экономят на контроле твёрдости, ограничиваясь выборочной проверкой. Но для мостов с плоским разрывом это недопустимо – мы требуем протоколы измерений для каждой партии профилей. В этом плане китайские производители вроде ООО Сычуань Синьвань Алюминий обычно предоставляют полный пакет документов, включая спектральный анализ.
Запомнился случай, когда вибрационная обработка после фрезерования позволила снизить процент брака с 7% до 0,8%. Но это сработало только для профилей с правильной кристаллической структурой – дешёвый алюминий просто трескался.
Логистические аспекты сотрудничества
При работе с OEM-поставщиками из Азии многие недооценивают транспортные риски. Например, морские перевозки могут вызывать коррозию даже при качественной упаковке. Мы сейчас перешли на вакуумную плёнку с силикагелем – дороже, но надёжнее.
Производственные мощности в промышленном парке Цзиньшань, где расположена ООО Сычуань Синьвань Алюминий, удобны тем, что есть прямой доступ к скоростной автомагистрали Чэнмянь. Это сокращает сроки доставки до порта на 2-3 дня по сравнению с удалёнными предприятиями.
Важный нюанс: при заказе OEM-обработки всегда требуйте фотофиксацию критичных этапов. Мы как-то получили партию с несоответствующим анодным покрытием, и только фотографии помогли доказать, что проблема возникла на этапе предварительной полировки.
Экономика производства
Себестоимость обработки сильно зависит от объёма партии. Для пробных заказов до 100 шт выгоднее использовать универсальную оснастку, но для серий от 500 шт уже стоит заказывать специализированные фрезерные кондукторы.
При расчётах часто забывают про утилизацию стружки. Алюминиевая стружка от обработки мостов с плоским разрывом составляет до 12% от массы заготовки, но её можно сдавать в переплавку – это возвращает до 40% стоимости металла.
Сотрудничая с ООО Сычуань Синьвань Алюминий, мы обнаружили, что они предлагают интересную схему: при заказе профилей с предварительной обработкой дают скидку на последующую механическую обработку. Это выгодно для комплексных проектов.
Перспективы развития технологии
Сейчас тестируем аддитивные технологии для изготовления оснастки – это ускоряет подготовку производства на 15-20%. Правда, для OEM-обработки мостов с плоским разрывом пока не нашли идеального решения по износостойкости материалов 3D-печати.
Интересное направление – совмещение алюминиевых профилей с композитными вставками. Это позволяет уменьшить массу конструкции без потери прочности, но требует пересмотра всей технологии обработки.
Наблюдаю, что многие производители, включая ООО Сычуань Синьвань Алюминий, активно развивают направление солнечных фотоэлектрических профилей. Возможно, скоро появятся новые стандарты и для мостовых конструкций – слежу за этим вопросом.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 65 Сломанный мост и Створчатое
65 Сломанный мост и Створчатое -
 55 Сломанный мост и Створчатое
55 Сломанный мост и Створчатое -
 108 Цзяньюэ Сломанный мост и Раздвижные
108 Цзяньюэ Сломанный мост и Раздвижные -
 120 Лингхан створчатое
120 Лингхан створчатое -
 88 Цзяньюэ Раздвижная
88 Цзяньюэ Раздвижная -
 Напольная пружинная дверь 2
Напольная пружинная дверь 2 -
 60 Сломанный мост и Створчатое
60 Сломанный мост и Створчатое -
 110 Юйшу Сломанный мост
110 Юйшу Сломанный мост -
 50 Сломанный мост и Створчатое
50 Сломанный мост и Створчатое -
 Промышленный материал-Нестандартные изделия
Промышленный материал-Нестандартные изделия -
 120 Лингхан Панорамное раздвижное окно
120 Лингхан Панорамное раздвижное окно -
 80 Раздвижная
80 Раздвижная
Связанный поиск
Связанный поиск- Недорогие раздвижные двери фабрики Мерлина
- Страна-основной покупатель дешевых растянутых алюминиевых профилей
- Производство электроэнергии
- Цена на солнечную фотоэлектрическую рамку в Китае
- Фабрика по обработке раздвижных окон и дверей
- Полоса для украшения автомобиля
- дешевый поставщик автоматических раздвижных дверей
- Китайский производитель радиаторов для телевизоров
- Страна-основной покупатель дешевых круглых алюминиевых трубок
- Основной покупатель алюминиевых сплавов в Китае