
+86-18628829666





Цена обработки алюминиевых дверных и оконных профилей
Когда клиенты спрашивают про цену обработки алюминиевых профилей, многие ожидают услышать простую цифру за килограмм или погонный метр. Но на деле это как спросить 'сколько стоит машина' — всё зависит от того, грузовик тебе нужен или спорткар. Вот с такими упрощениями мы сталкиваемся постоянно.
Из чего складывается реальная стоимость
Возьмём стандартный оконный профиль. Если брать голый металл без покрытия — это одна история, но современные проекты требуют анодирования или порошковой покраски. Вот тут начинаются нюансы: толщина покрытия, цвет по RAL, стойкость к ультрафиолету. Помню, для объекта в Сочи пришлось делать двойное анодирование — море ведь рядом. Клиент сначала возмущался, почему дороже базового варианта, но через два года прислал благодарность — профиль как новый.
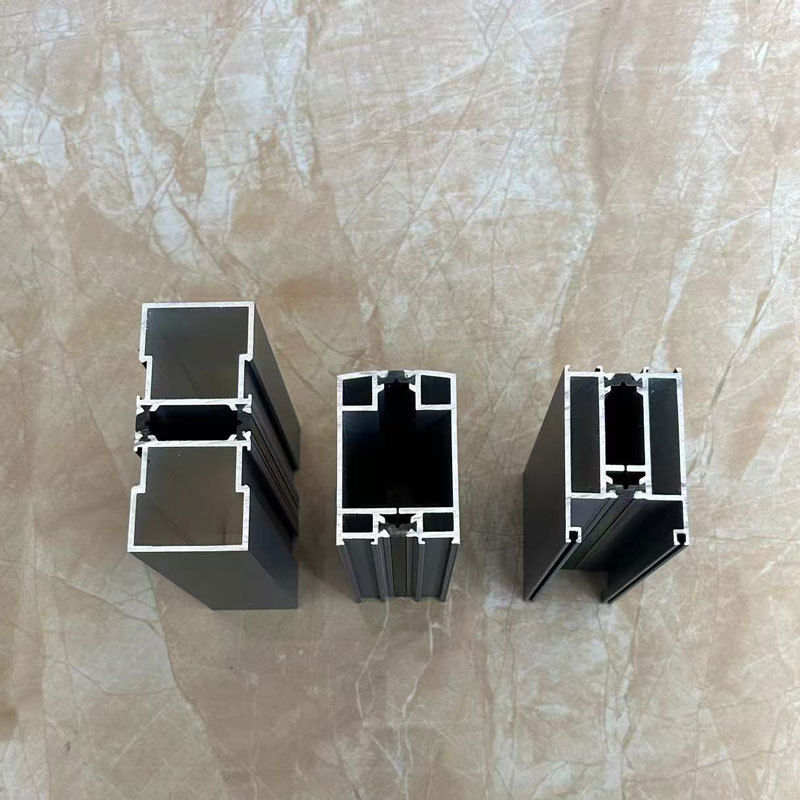
Часто недооценивают стоимость экструзии. Кажется, выдавил пруток и всё. Но если нужен сложный замкнутый профиль с тонкими перегородками — пресс-форма дороже, брак выше, скорость экструзии ниже. Мы как-то сделали просчёт для профиля с термовставкой — обычные 60 мм, но с внутренними полостями под уплотнители. Заказчик сравнил с китайским аналогом и удивился разнице. Объяснил, что их пресс-форма рассчитана на миллион метров, а наши — на три, потому и цена за метр выше, но зато через год не придётся менять всю партию.
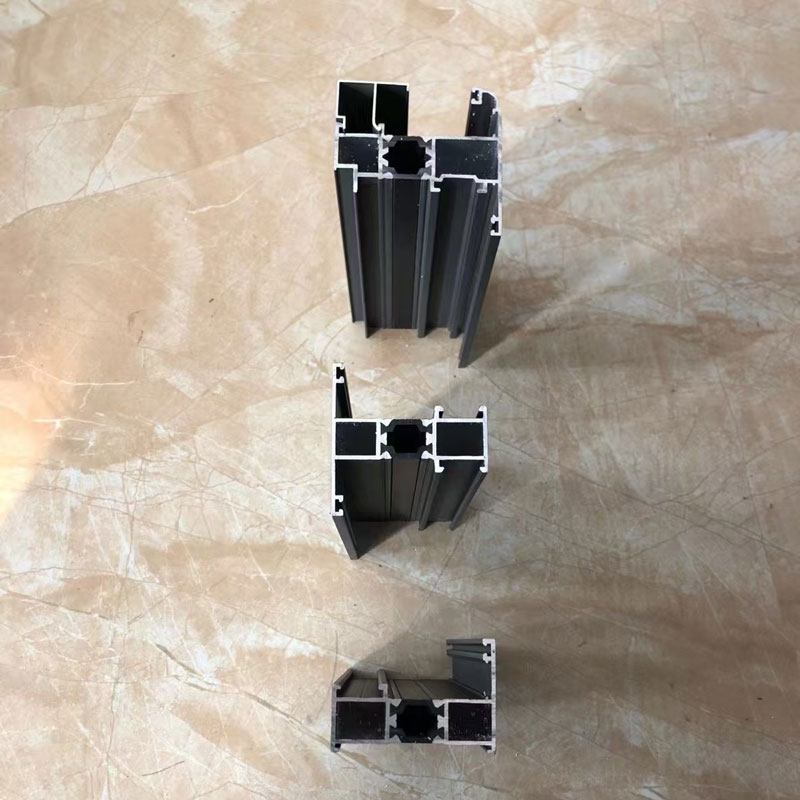
Механическая обработка — отдельная песня. Фрезеровка пазов под фурнитуру, сверление отверстий под дренаж — кажется мелочью, но на крупных объектах эти 'мелочи' съедают до 15% от общей цены обработки алюминиевых профилей. Особенно когда идёт речь о нестандартных решениях — например, для панорамного остекления, где каждый миллиметр погрешности критичен.
Опыт конкретного производителя
На ООО Сычуань Синьвань Алюминий мы прошли несколько итераций в калькуляции. Раньше считали всё по стандартным нормативам, но жизнь вносит коррективы. Например, профили для фасадных систем — там геометрия сложнее, чем у обычных оконных, плюс требования к прочности другие. Пришлось разрабатывать отдельную методику просчёта для таких заказов.
Наш завод в Дэяне изначально ориентировался на стандартные серии, но рынок потребовал гибкости. Сейчас можем делать профили по индивидуальным чертежам, но это всегда компромисс между ценой и сложностью. Как-то взяли заказ на профиль с декоративными фасками — казалось бы, ерунда. Но пришлось перенастраивать весь процесс резки, потому что стандартные ножи оставляли заусенцы. В итоге цена обработки вышла выше запланированной, но клиент был готов платить за эстетику.
С фотоэлектрическими профилями вообще отдельная история. Там требования к точности сопряжения элементов выше — любая щель это потери эффективности панелей. Мы для таких проектов держим отдельный пресс с особым режимом термостабилизации. Не каждый завод может себе это позволить, но без этого брак достигает 12-15%, что в конечном счёте дороже.
Типичные ошибки при оценке стоимости
Самое большое заблуждение — считать, что цена обработки алюминиевых дверных профилей определяется только весом металла. На самом деле сложность геометрии влияет сильнее. Профиль с терморазрывом требует дополнительных операций — заливки полиамида, калибровки. Материал дешевеет, а обработка дорожает.
Многие не учитывают усадку при охлаждении после экструзии. Для ответственных конструкций мы всегда делаем пробные отрезки и замеры — особенно для крупных партий. Был случай, когда заказчик сэкономил на этом этапе, а потом 300 метров профиля не подошли по допускам. Переделка обошлась дороже, чем предварительные тесты.
Ещё один подводный камень — очистка поверхности перед покраской. Кажется, просто обезжирить, но для архитектурных профилей нужна хроматизация или другие методы подготовки. Мы на https://www.xwly.ru используем многоступенчатую систему промывки — вода, щёлочь, кислотный раствор, демонизированная вода. Это увеличивает стоимость, но гарантирует, что покрытие не отслоится через пять лет.
Реальные кейсы и их последствия
Работали над проектом торгового центра в Новосибирске — там требовались профили нестандартной высоты для витражей. Просчитали три варианта обработки: полная механическая обработка кромок, гибридный метод и упрощённый. Клиент выбрал средний вариант, но через полгода появились трещины в зонах напряжений. Пришлось переделывать с полной обработкой — в итоге вышло дороже, чем если бы сразу сделали правильно.
Другой пример — профили для раздвижных систем. Казалось бы, ничего сложного, но когда дело дошло до точности хода роликов, пришлось пересмотреть допуски на изгиб. Стандартные ±1 мм не подходили, нужны были ±0.3 мм. Это потребовало дополнительной калибровки на специальных станках, что естественно отразилось на стоимости обработки.
Иногда экономия на мелочах приводит к большим потерям. Как-то согласились на упрощённую систему контроля качества для бюджетного проекта — пропустили микротрещины в зонах реза. Через год пошли рекламации — профили пошли 'волной' от перепадов температур. С тех пор для любых объектов, даже самых простых, делаем полный цикл проверок.
Перспективы и субъективные наблюдения
Сейчас вижу тенденцию к усложнению профилей — архитекторы хотят больше криволинейных элементов, комбинированных решений. Это неизбежно ведёт к росту цены обработки алюминиевых оконных профилей, но и открывает новые возможности. Мы в ООО Сычуань Синьвань Алюминий постепенно переходим на CNC-станки с ЧПУ для сложных операций — да, дороже, но зато можем брать заказы, которые раньше уходили в Европу.
Заметил, что многие клиенты стали внимательнее к этапу проектирования. Раньше присылали готовые чертежи и требовали цену, сейчас чаще консультируются на стадии эскизов. Это правильный подход — иногда небольшие изменения в конструкции позволяют снизить стоимость обработки на 20-30% без потери качества.
Из субъективного: несмотря на все формулы и нормативы, в оценке стоимости всегда остаётся место профессиональной интуиции. Опытный технолог с первого взгляда на чертёж понимает, где будут проблемы, даже если все расчёты идеальны. Вот этот человеческий фактор нельзя сбрасывать со счетов — он часто спасает от дорогостоящих ошибок.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 110 Юйшу Сломанный мост
110 Юйшу Сломанный мост -
 85 Открытый тип Сломанный мост и Раздвижные
85 Открытый тип Сломанный мост и Раздвижные -
 80 Раздвижная
80 Раздвижная -
 50 Сломанный мост и Створчатое
50 Сломанный мост и Створчатое -
 Новые 50 Створчатое
Новые 50 Створчатое -
 55 Сломанный мост и Створчатое
55 Сломанный мост и Створчатое -
 88 Цзяньюэ Раздвижная
88 Цзяньюэ Раздвижная -
 120 Лингхан Панорамное раздвижное окно
120 Лингхан Панорамное раздвижное окно -
 90 Сломанный мост и Раздвижные
90 Сломанный мост и Раздвижные -
 60 Сломанный мост и Створчатое
60 Сломанный мост и Створчатое -
 Солнечная энергия-Нестандартные изделия
Солнечная энергия-Нестандартные изделия -
 70 Сломанный мост и Створчатое
70 Сломанный мост и Створчатое
Связанный поиск
Связанный поиск- автомобильная педаль
- Производитель OEM алюминиевого сплава
- Основные страны-покупатели автоматических раздвижных дверей OEM
- Главный покупатель солнечной энергии в Китае
- профиль из алюминия алюминиевых сплавов
- Цена алюминиевых профилей для перегородок в Китае
- Дешевые алюминиевые трубы 20 поставщиков
- Дешевая цена на вентиляторы внутреннего открытия
- Цена обработки алюминиевых профилей
- Основная страна-покупатель петель из алюминиевого профиля